Même dans le 4×4, le niveau de qualité des restaurations ne cesse d’augmenter. Ainsi, la visserie se doit d’être impeccable et contribue énormément au rendu final. D’origine, Toyota a utilisé une technique issue de l’aéronautique pour éviter la corrosion : le bichromatage.
De nos jours, il est tout à fait possible de reproduire ce procédé dans des sociétés spécialisées dans le traitement de surface. Une alternative souvent plus économique que le rachat pur et simple d’une visserie hors de prix. Visite guidée chez PAL à Argenteuil (95100) où nous avons pu suivre tout le process de (re)bichromatage.
Pas simple de restaurer la visserie intégrale de notre Land Cruiser FJ55. Nous avons essayé les ultra-sons, divers acides (chlorhydrique, phosphorique…) et même le Coca-Cola (qui contient une grosse dose d’acide phosphorique…). Au final, il faudra une semaine complète sur le touret à brosses métalliques pour obtenir des pièces propres mais avec un résultat non satisfaisant. Du coup, décision est prise de réaliser une vraie opération de restauration via un re-bichromatage.
D’origine, toute la visserie n’a pas été bichromatée par Toyota car les vis peintes avaient ainsi leur propre protection. Dans un soucis de « qui peut le plus, peut le moins » et de simplicité, nous allons tout reprendre. Le tri de la visserie nous fait écarter environ 10% de vis trop corrodées, cassées ou abimées.
Avant même le nettoyage, il faut écarter toutes les vis qui pourraient être abimées ou trop corrodées. Attention, le Coca-Cola a pour effet de ternir le bichromatage d’origine et selon la durée de trempage de l’enlever complètement.
Direction l’entreprise PAL&APF (Protection des Alliages Légers & Atelier de Polissage et de Façonnage) à Argenteuil. Cette société est spécialisée dans les traitements de surfaces depuis presque 70 ans et jouit d’une sérieuse réputation dans le milieu de la restauration de voitures anciennes. Ici, il est possible de faire chromer ou polir des pièces comme de faire refaire de nombreux traitements de surfaces. Elle travaille pour les professionnels et les particuliers. Sachez simplement que c’est souvent le temps de préparation qui fait le prix (on en parle plus bas).
Voici les grandes étapes du process de bichromatage de pièces métalliques :
-Sablage/nettoyage
-Accrochage
-Décapage
-Dégraissage électrolytique
-Zingage
-Passivation jaune
-Séchage et étuvage
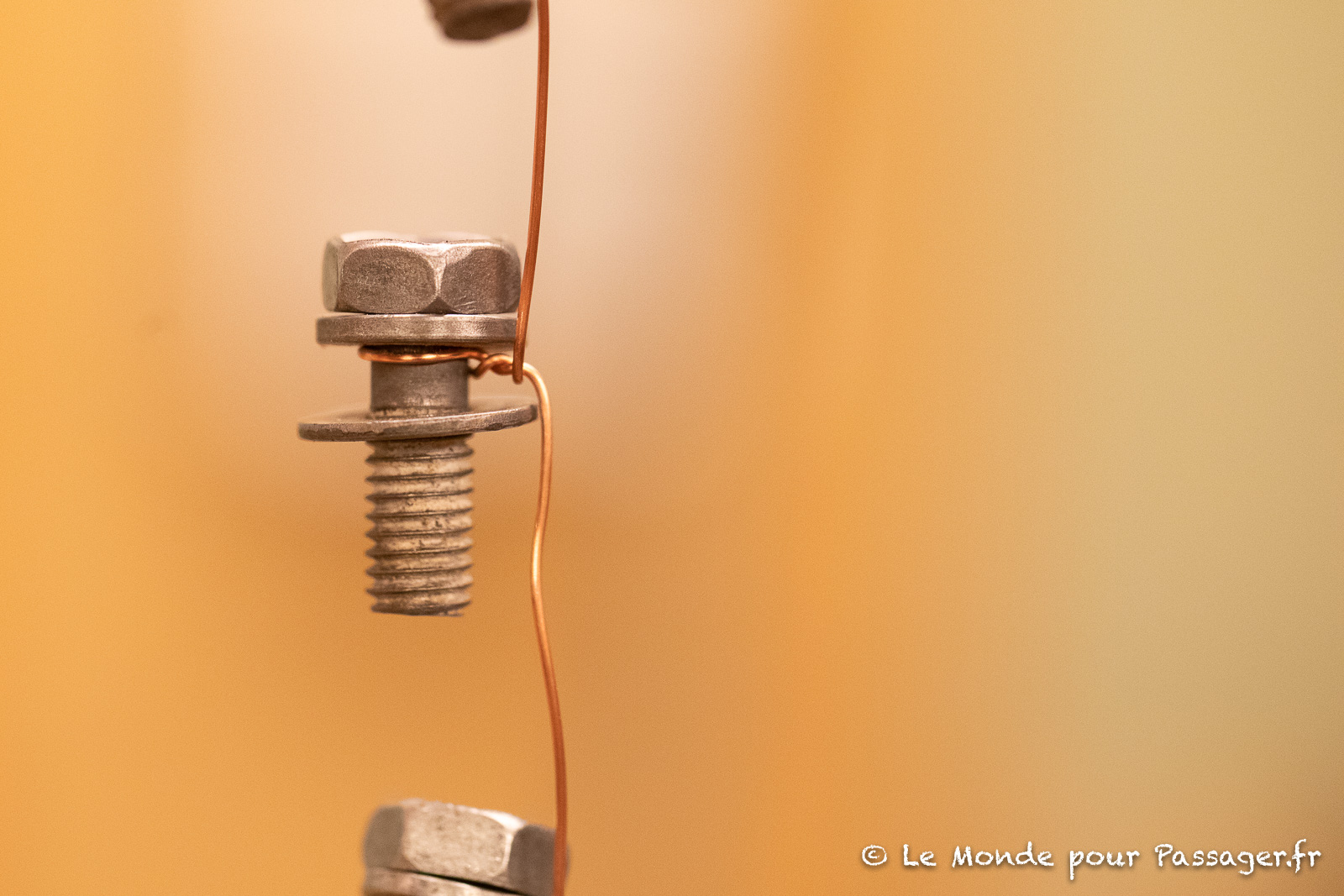
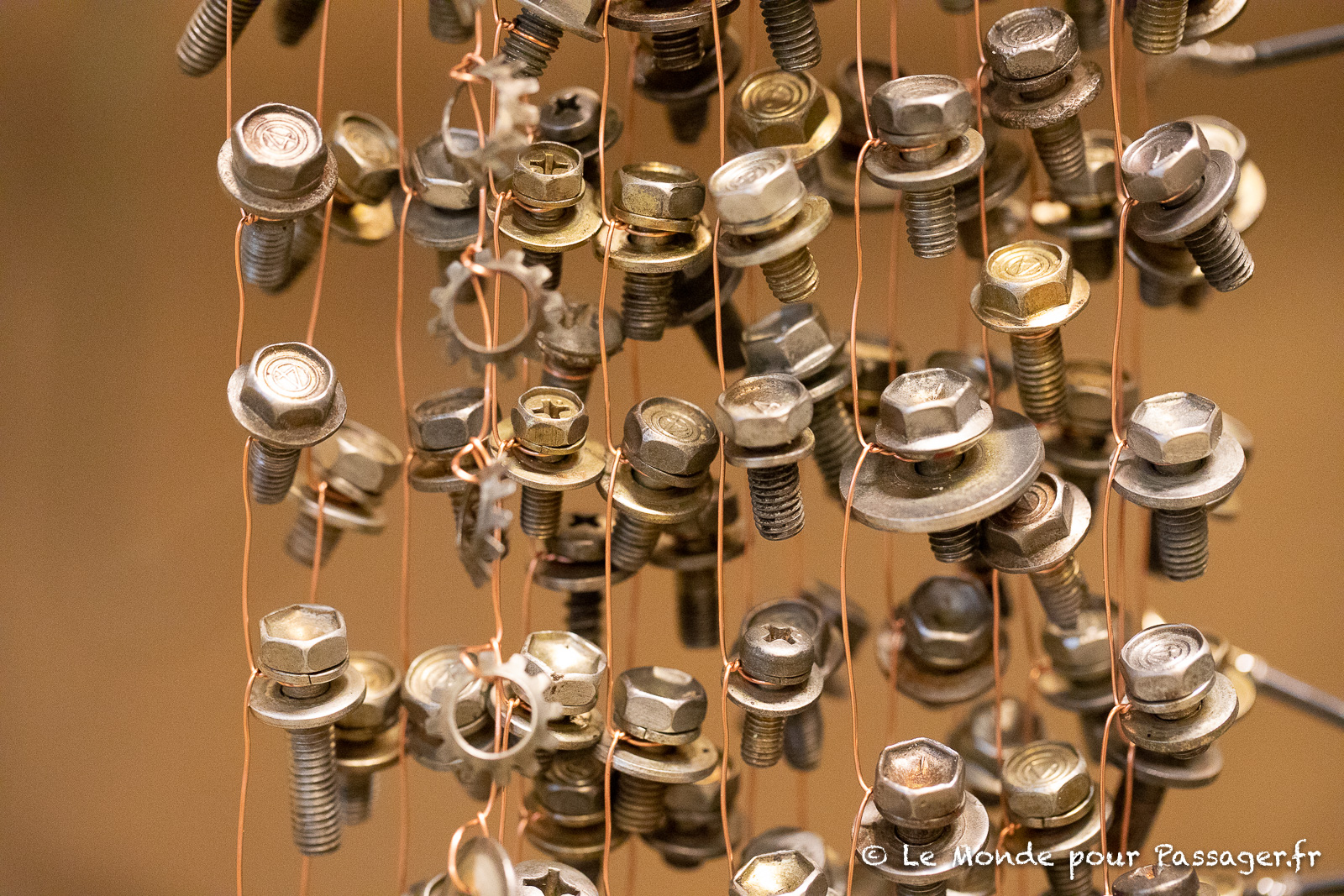
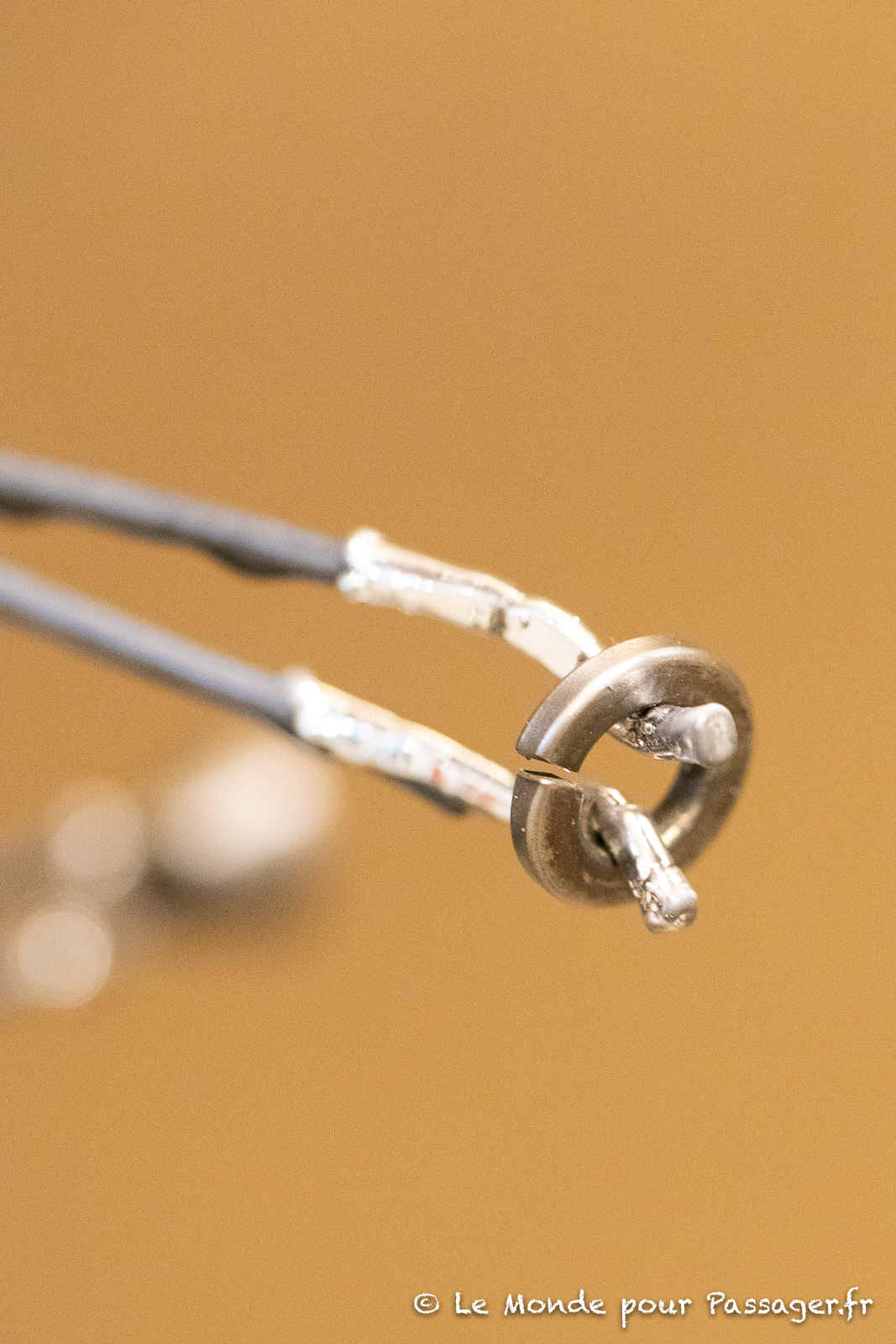
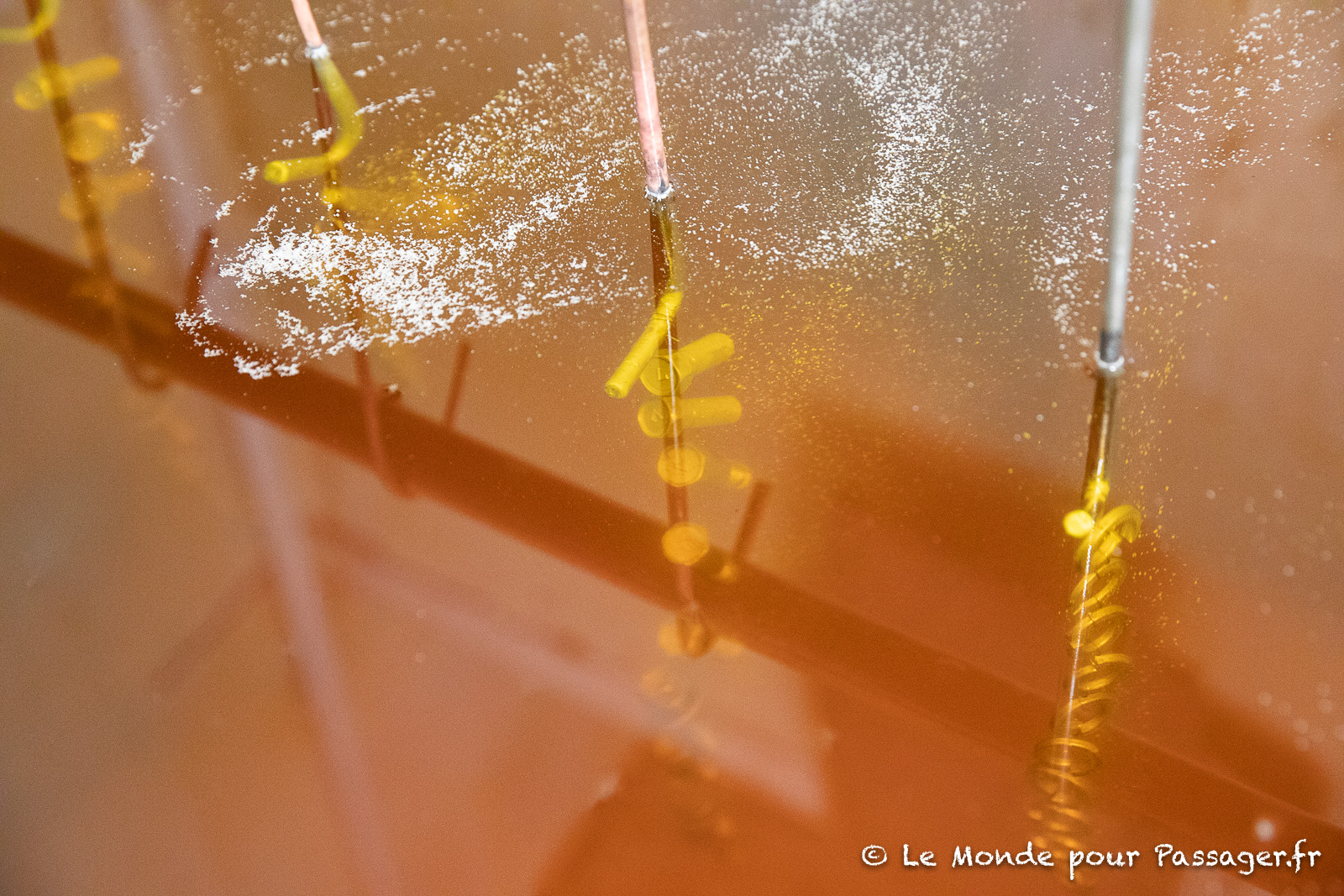
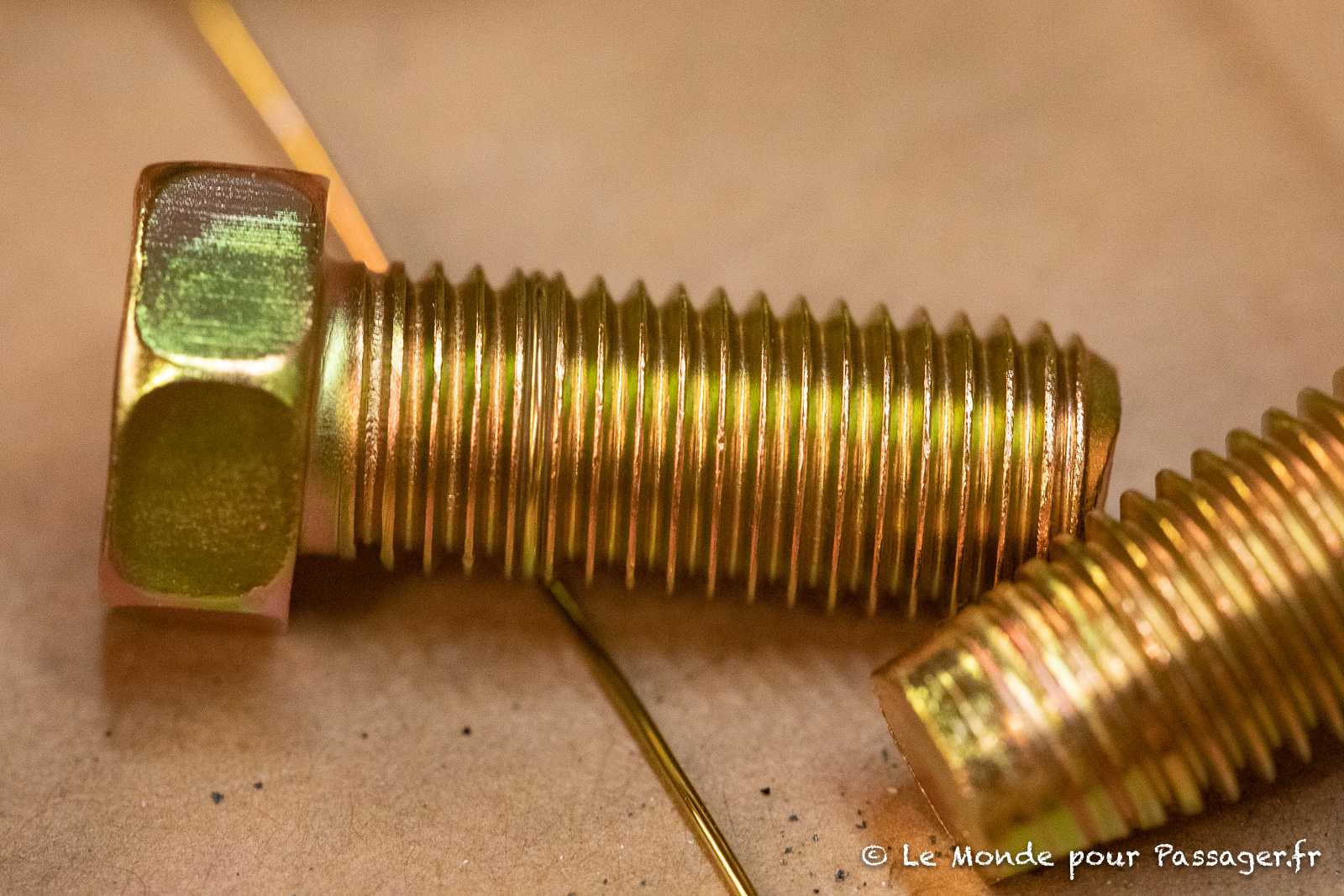
Voici le coeur de l’entreprise PAL& APF. A voir les bains, on pourrait croire que c’est une technique simple. Pour autant, il faut beaucoup d’expérience pour arriver à un résultat professionnel. Chaque bain est spécifique pour une technologie de traitement de surface et est vidangé une à deux fois par an.Après sablage ou nettoyage au touret, le gros du travail consiste à poser les vis sur un fil de cuivre qui permettra le passage du courant pour les réactions électrolytiques. Les pièces doivent absolument arriver dégraisser. Selon la complexité de la pièce, de l’ampérage à faire passer ou des matières, le fil sera soit en cuivre, soit en laiton et de sections différentes. Pour éviter les pertes dans les bains, le fil est à usage unique.Afin de limiter le coût, nous avons passé une semaine entière à nettoyer chaque vis au touret. Voici le résultat que l’on obtient « au mieux ». Le sablage permet un résultat encore meilleure.Voici une partie de nos vis prêtes pour les traitements. Sans expérience, l’accrochage demande un temps fou.Pour les rondelles, des supports spéciaux existent. Cela permet d’avoir un aspect le plus propre possible.La première opération consiste à dégraisser complètement les pièces qui seront plongées dans un bain d’acide chlorhydrique à concentration très élevée.Entre dix et trente minutes selon l’état initial, les vis ressortent d’un noir profond. Sur cette opération, il est possible de protéger les filetages si nécéssaire. Attention, cette étape n’est pas possible s’il y a du souffre dans la matière.La deuxième étape consiste à plonger les pièces dans un bain pour un dégraissage électrolytique. Successivement, nos vis vont être transformées en anode et en cathode. Le courant va passer dans un sens pendant dix minutes puis dans l’autre.Le dégagement de bulles d’hydrogène atteste que la réaction est efficace.Dans l’autre sens, on voit bien le dégagement d’hydrogène qui à lieu sur les plaques d’acier par lesquelles le courant passe.Les vis ressortent parfaitement propres.Comme après chaque étape, les pièces sont rincées à l’eau déminéralisée. Cela permet de ne pas contaminer le bain suivant.L’étape suivante concerne le zingage. À l’origine, le bichromatage aéronautique se faisait sur du cadmium pour des raisons de poids. Il se fait désormais sur du zinc. On va donc déposer plusieurs centièmes de micron sur les vis.Les pièces trempent une quinzaine de minutes. Plus le temps est long, plus la pièce se charge en zinc et reprends de l’épaisseur. Attention aux limites d’épaisseur.Le secret de cette étape tient à l’ampérage. En fonction du ratio poids/volume/surface, l’ampérage sera plus ou moins important. Toutes les opérations se font en basse tension.Pendant l’opération, on observe toujours un léger dégagement d’hydrogène.Les pièces ressortent d’un bel aspect bien gris.L’avantage du dépôt électrolytique, c’est que le dépôt de zinc se fait dans toutes les dimensions.Comme entre chaque étape, les pièces passent par un bain d’eau distillée.Jusqu’ici nous avions un zingage des pièces. L’étape de la passivation au Chrome 6 (Hexavalent) va doubler la résistance à la corrosion de la pièce. C’est cette étape que l’on appelle le bichromatage. Au chrome 6, la couleur est jaune/vert/rose. Le Chrome 3 (Trivalent) est moins résistant et la teinte aurait été uniquement jaune sans les reflets vert et rose.Une nouvelle fois, un rinçage s’impose. Même si l’opération est terminée.Nos pièces sont ensuite séchées à l’air sec puis passées quelques minutes à l’étuve. Il faut attendre 72h avant durcissement complet de la surface.Voilà le résultat final, vous pouvez apprécier la qualité du traitement. Il faut désormais sortir les vis du fil de cuivre. Par convention, c’est l’opérateur qui a mis les pièces qui les enlève. Chacun ayant sa technique, pour les sortir le plus vite possible.Sur cette image on aperçoit bien le côté irisé vert/rose typique du bichromatage.L’aspect est parfait. Seules quelques traces persistent sous le fil de cuivre.Avec la surépaisseur en zinc, les filetages reprennent leurs côtes d’origine.Qui aurait pu croire que nos vis vieilles de quarante ans allaient finir comme cela ?PAL travaille pour de nombreux restaurateurs de renom. Ainsi, on y croise des pièces un peu plus technique que nos vis. Ici une calandre Jaguar.
Bichromatage, combien ça coute ?
Un bichromatage nécessite de nombreuses opérations et un réel savoir faire. La phase de préparation est celle qui nécessite le plus de temps, et donc de main d’oeuvre. C’est pourquoi, nous vous conseillons d’apporter des pièces les plus propres possibles. L’estimation du prix se fait soit sur photo, soit directement à l’atelier. Il vous sera alors proposé un forfait pour l’ensemble du lot. Pour information, le devis pour une boite de lait bébé remplit de vis oscille entre 30 et 60€ HT. Pour notre FJ55, nous avions trois boites…
La photo ci-après est le meilleur exemple de ce qu’il ne faut pas faire pour imaginer réduire la facture. Ici, aucun travail de préparation, le client paiera donc le prix plein pot.
Ce lot de vis va nécessiter un gros travail de préparation et imposer un coût élevé car chaque vis est traitée une à une.Voici l’équipe de PAL&APF au grand complet. Il n’y a pas moins de sept personnes pour vous servir.
PAL&APF, 9, rue de la grande ceinture, 95100 Argenteuil.